
Tablet Production Technology
The process of creating tablets, known as tablet compression, involves multiple sequential steps to achieve the desired shape and composition. A tablet is a solid dosage form produced by compacting active pharmaceutical ingredients or a blend of these ingredients with excipients. Designed for oral administration, tablets represent one of the most widely used and effective dosage forms, constituting a significant portion of available medications.
This popularity stems from the numerous benefits tablets offer compared to other dosage forms:
Precision in Dosing
Tablets ensure precise dosing of active ingredients, achieved through uniform distribution and accurate weight of both the tablet and its components. This precision relies on the consistent blending of active substances and excipients, ensuring even distribution throughout the tablet mass. The accuracy of dosing also depends on the efficiency of the tablet press’s matrix filling process. If the matrix socket is underfilled due to insufficient material flow within the limited time the funnel is positioned over it, the resulting tablets may have inadequate weight. The filling speed is influenced by factors such as the funnel’s shape, its angle of inclination, and the flowability of the material particles. Poor flowability, often caused by high friction between particles due to rough surfaces, can prevent complete filling of the matrix socket. To address this, antifriction agents are added to smooth particle surfaces and enhance flow. Small, sticky powders with poor flow properties often require granulation to increase particle size to an optimal level for better flowability.
Inconsistent particle sizes can lead to weight variations in tablets, a problem known as segregation. This can sometimes be mitigated by incorporating a small agitator in the funnel, but a more effective solution is granulation to standardize particle sizes. Uniform particle shape is also critical for homogeneity, as particles with similar mass but different shapes may pack differently in the matrix, causing weight fluctuations. Granulation helps align particle shapes, and by experimenting with granulate ratios, manufacturers can optimize flowability and tablet quality under specific compression pressures.
Tablet Quality and Durability
Tablet quality encompasses the stability of active substances in their compressed form, as well as their mechanical strength and resistance to brittleness. Tablets must be robust enough to withstand mechanical stress during packaging, transport, and storage without breaking.
The mechanical strength of tablets results from particle interlocking during compression, typically performed using tablet presses at pressures ranging from 50 to 300 MPa (commonly around 250 MPa). During compression, the tablet mass is compacted, bringing particles closer together and enabling intermolecular and electrostatic forces to take effect at distances of approximately 10⁻⁶ to 10⁻⁷ cm.
The compression process occurs in three stages. The strength of the tablet depends on the pressure applied, with different tablet presses producing distinct outcomes. In eccentric presses, pressure increases rapidly, converting mechanical energy into heat, which can cause the tablet surface to overheat and fuse, forming a solid layer. In contrast, rotary presses apply pressure gradually, allowing for better air expulsion from the tablet mass, which reduces the risk of damage after pressure release. This gradual pressure application also minimizes overheating, preserving the integrity of the tablet’s components.
Excessive compression pressure can compromise tablet quality and accelerate wear on the tablet press. To counter this, substances with high dipole moments can be added to promote particle adhesion at lower pressures. Water, with its sufficient dipole moment, can act as a binding agent, but it may interfere with poorly soluble or insoluble drugs. In such cases, stronger binding agents like starch or gelatin solutions are used, often requiring granulation to incorporate these agents and enhance the plasticity of the tablet mass, a property known as adhesion that promotes particle bonding.
Solubility and Disintegration
The ability of tablets to dissolve or disintegrate within the time specified by relevant pharmaceutical standards is critical. Tablets must balance sufficient mechanical strength with the ability to break apart effectively to release the active ingredient. Excessive strength can delay disintegration, negatively affecting tablet quality. Several factors influence disintegration:
- Binding agents: The quantity must be optimized to achieve the necessary strength without hindering disintegration.
- Compression pressure: Excessive pressure can impair disintegration.
- Disintegrants: These agents facilitate tablet breakdown.
- Substance properties: The solubility, wettability, and swelling capacity of the tablet’s components affect disintegration speed. Tablets with highly soluble substances disintegrate faster and require fewer disintegrants.
Tablet Portability and Design
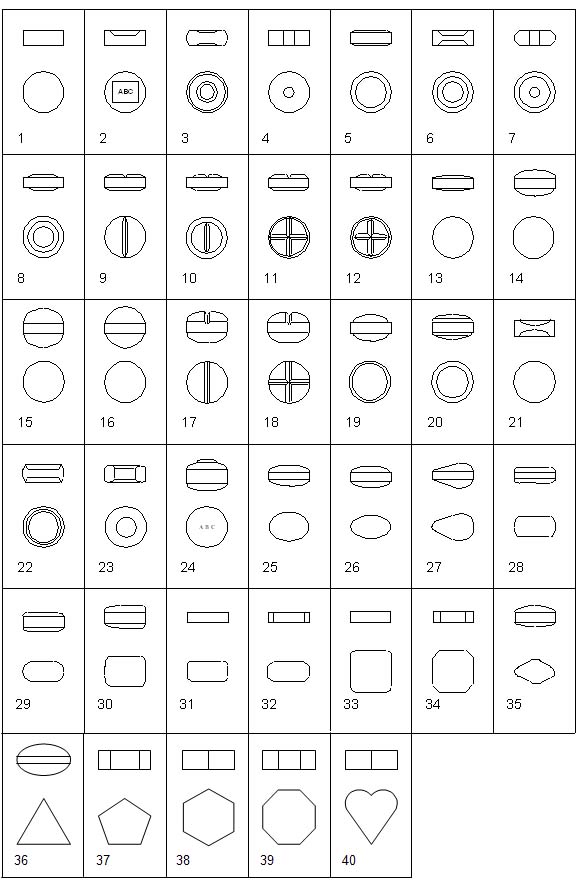
Tablets are designed for convenience in use, dosing, storage, and transportation. They are typically flat or biconvex and come in various shapes, such as round or oval, with diameters ranging from 3 to 25 mm, most commonly 5 to 14 mm. The height of a tablet is generally 30-40% of its diameter. Larger tablets (over 9 mm in diameter) may include a score line, added during compression, to allow easy division into two or four parts for flexible dosing.
Tablet Manufacturing Process
To produce tablets, the material being compressed must possess specific characteristics to meet essential requirements, including precise dosing, structural integrity, and effective disintegration.
Tablets are created by compressing powdered materials using specialized tableting equipment, which is the primary method for tablet production.
The optimal production process for tablets is determined by factors such as the physicochemical and technological properties of the active ingredients, their quantity in each tablet, and their stability under environmental conditions.
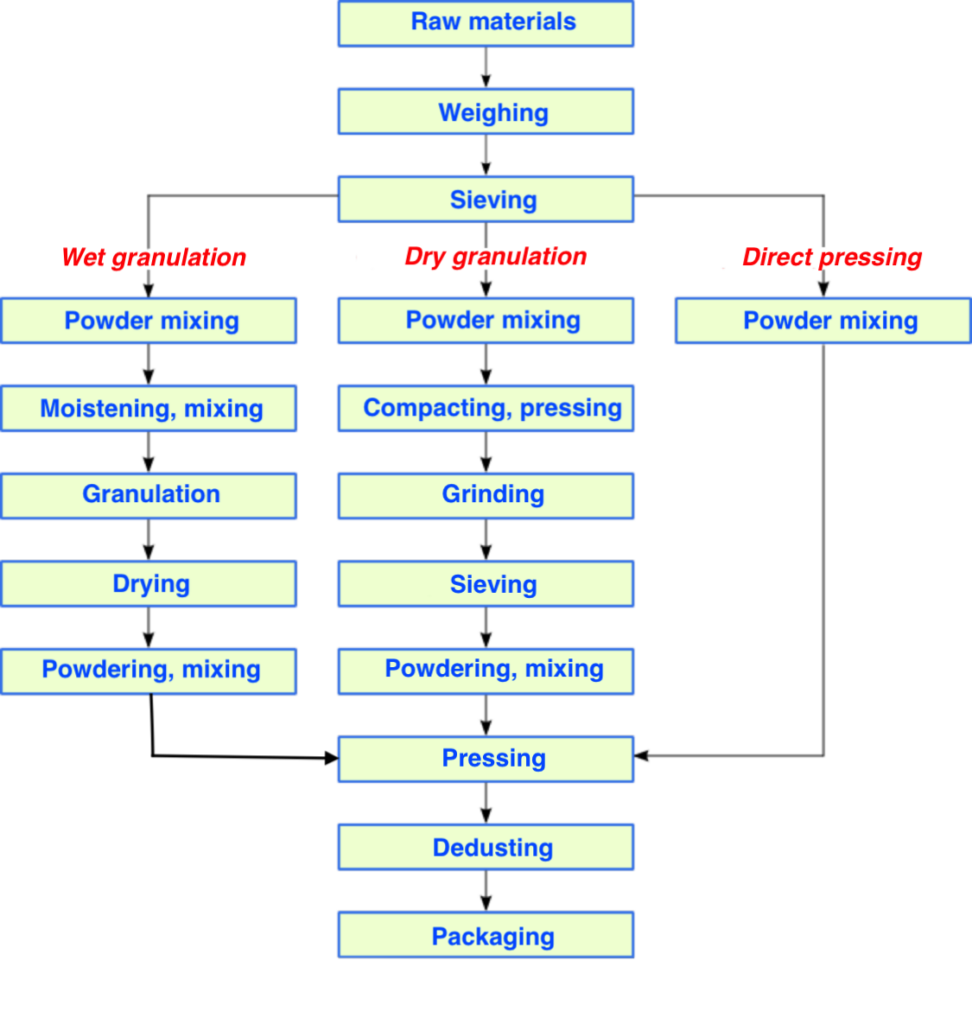
Currently, three primary techniques are employed in tablet manufacturing: direct compression, dry granulation, and wet granulation.
Raw Materials Selection
Selecting high-quality raw materials is critical for tablet production. Pharmaceutical-grade raw materials, consisting of both organic and inorganic compounds, must meet stringent purity and technical specifications to ensure a consistent production process. Choosing reputable suppliers who adhere to high manufacturing standards is essential. Raw materials are categorized into active pharmaceutical ingredients (APIs) and excipients, with their composition carefully formulated by experts to meet predefined quality standards. Below is a detailed breakdown of active ingredients and excipients.
Active Ingredients
The selection of the primary active ingredient is the first step in tablet production. A commonly used active ingredient in certain tablets is MDMA (3,4-methylenedioxymethamphetamine), a substance popular in recreational settings. However, any orally active compound can be used, depending on the intended effect.
Active ingredients are classified based on their effects, such as empathogens, stimulants, psychedelics, and others. Thorough research, including literature reviews and online resources, is necessary to understand the effects and appropriate dosages of these substances. Pre-production testing on volunteers is recommended, especially when combining multiple active ingredients, to determine optimal ratios and minimize risks of adverse reactions. Using more than two active ingredients is generally discouraged due to increased risks of intolerance.
Key considerations for selecting active ingredients include availability, quality, cost, and market demand. Information on popular substances, their combinations, and dosages can be found on relevant online forums.
Examples of active ingredients include Methylenedioxymethamphetamine (MDMA), Methylenedioxyamphetamine (MDA), Fluoramphetamine (4FA), Methylone (bk-MDMA), Mephedrone (4MMC), Methamphetamine, Amphetamine, Mescaline, 4-bromo-2,5-dimethoxyphenethylamine (2-CB), 3,4,5-trimethoxy-alpha-methylphenyl-amine (TMA), Ketamine, Phencyclidine, 5-MeO-DiPT, and others.
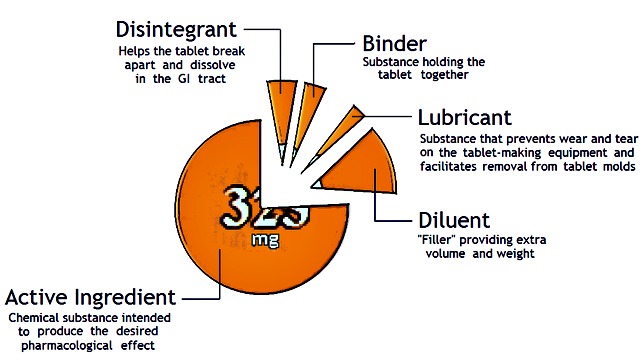
Excipients
Excipients are auxiliary substances added to tablets to achieve desired properties. These are categorized as follows:
- Anti-adhesives: These reduce sticking of the tablet mass or granules to the surfaces of the punches during compression, improving the production process.A common issue in tablet production is poor flowability of granules or powders in feeding systems like hoppers or funnels. Rough particle surfaces can hinder flow or cause adhesion to the matrix and punches due to friction. Antifriction agents, including glidants and lubricants, are used to address this. Glidants coat particle surfaces to reduce roughness and enhance flowability, while lubricants minimize friction and facilitate particle deformation by penetrating micro-crevices. Lubricants also reduce friction between the tablet and the matrix wall during ejection.Talc, a lamellar silicate, is a common lubricant due to its layered structure, held together by weak van der Waals forces, allowing for easy deformation and excellent sliding properties.
- Antioxidants: These prevent oxidation of active ingredients or other excipients through strong reducing properties or other mechanisms.
- Flavoring Agents: These impart desirable aromas, such as fruit, berry, mint, or vanilla, to enhance the tablet’s appeal.
- Buffers: These regulate the pH of the tablet’s environment to ensure stability.
- Taste-Masking Agents: These improve the tablet’s flavor, often mimicking fruit, berry, or chocolate tastes. Natural and synthetic substances, such as sugar, cherry, or raspberry syrups, and sweeteners like sucrose, lactose, fructose, sorbitol, or saccharin, are used. Sorbitol, a sucrose substitute, forms viscous solutions and stabilizes certain compounds. Other taste-masking agents, like agar, alginates, methylcellulose, and pectins, coat the active ingredient to mask its taste. Essential oils, such as peppermint, anise, or orange, also serve as flavor correctors.
- Colorants: These enhance the tablet’s appearance and may indicate the therapeutic class (e.g., sedatives or potent drugs). Some colorants also stabilize light-sensitive compounds. Approved colorants include:
- Mineral pigments (e.g., titanium dioxide for white, iron oxide).
- Natural dyes (e.g., chlorophyll, carotenoids), though these may have lower coloring strength and sensitivity to light, pH, or temperature changes.
- Synthetic dyes (e.g., indigo for blue, tartrazine for yellow, acid red 2C, tropeolin, eosin, or a green indigo-tartrazine mix).
- Disintegrants: These facilitate tablet disintegration or dissolution, categorized by their mechanism:
- Swelling agents (e.g., alginic acid, amylopectin) that expand in liquid to break the tablet.
- Wettability enhancers (e.g., starch, polysorbate-80) that improve water penetration.
- Gas-forming agents (e.g., citric/tartaric acid with sodium bicarbonate or calcium carbonate) that release carbon dioxide to disintegrate the tablet.
- Fillers: These add volume or weight to tablets, influencing their technological and mechanical properties.
- Binders: These ensure tablet strength by binding components. Common binders include water, ethyl alcohol, gelatin, starch, sugar, sodium alginate, natural gums, cellulose derivatives, and polyvinylpyrrolidone. Binders must be balanced to avoid compromising disintegration or drug release.
- Glidants: These improve the flow of granules or powders during compression by reducing inter-particle friction.
- Lubricants: These reduce friction between the tablet and the punch or matrix during formation and ejection.
- Humectants: These bind components in tablets, typically used as solutions during manufacturing.
List of Common Excipients:
- Disintegrants: Wheat, potato, corn, or rice starch, pectin, gelatin, methylcellulose, carboxymethylcellulose, amylopectin, agar, alginic acid, sodium/potassium alginate, sodium bicarbonate with citric/tartaric acid, polysorbate-80, aerosil.
- Binders: Purified water, ethyl alcohol, starch paste, sugar syrup, carboxymethylcellulose, hydroxyethylcellulose, hydroxypropyl methylcellulose, polyvinyl alcohol, polyvinylpyrrolidone, gelatin, alginic acid.
- Antifriction Agents (Glidants/Lubricants): Starch, talc, aerosil, polysorbate-80, stearic acid, calcium/magnesium stearate.
- Taste, Smell, and Color Correctors: Sugar, glucose, fructose, sucrose, xylitol, mannitol, sorbitol, glycine, aspartame, essential oils, fruit juice concentrates, menthol, vanillin, fruit essences, indigo carmine, tartrazine, acid red 2C, tropelin, eosin, carotene, chlorophyll, ruberozum, titanium dioxide, activated carbon, calcium carbonate, white clay, iron oxide.
Technological Process of Tablet Production
Tablet manufacturing involves several operations beyond mixing and compression, including grinding, granulation, and tableting.
Weighing
Room Requirements: Weighing of raw materials should occur in a dedicated, isolated weighing room to prevent cross-contamination and mix-ups. The room’s layout, surfaces, and location must align with material and personnel flow plans, avoiding multifunctional spaces.
Balance Requirements: Weighing equipment must have the appropriate range and precision, with regular calibration documented in a logbook. Daily performance tests, such as checking with three different weights, are recommended to minimize errors. Tolerances for weighing ranges must account for measurement inaccuracies.
Equipment used for handling raw materials, such as scoops, dosing systems, or pneumatic loaders, must meet pharmaceutical-grade surface requirements to ensure cleanability and prevent contamination.
Grinding
Grinding ensures uniform mixing by breaking down large aggregates in sticky or clumpy materials, enhancing both technological and biological effects. Fine grinding increases particle contact and strength, forming robust conglomerates, as seen in industries like coal processing. However, excessive grinding of crystalline substances with high melting points is less common due to their rigid structure and high internal energy, which reduces grinding efficiency. Adding a liquid phase can enhance plastic deformation during grinding.
Grinding low-melting-point substances, like lubricants, can improve their effectiveness in tablet production. Soft powder conglomerates can be broken down by sifting or rubbing through perforated plates or sieves. Grinding is also used to process substandard granules or tablets.
Equipment for grinding includes ball mills, hammer mills, micromills, or granulators, often integrated into larger processing systems.
Mixing
Uniform mixing of active ingredients and excipients is critical for achieving a homogeneous tablet mass. This complex process is challenging due to variations in particle properties like size, density, moisture, and flowability. Paddle-type batch mixers with worm or Z-shaped blades are commonly used to ensure thorough blending.
Direct Compression
Direct compression combines techniques to enhance the flowability and compressibility of tablet materials, bypassing granulation. This method offers several advantages:
- High productivity and reduced production time by eliminating multiple steps.
- Lower energy and labor costs.
- Suitability for moisture- or heat-sensitive substances and incompatible compounds.
However, only a limited number of drugs (fewer than 20 types) are suitable for direct compression due to specific requirements, such as isometric crystal shapes, good flowability, compressibility, and low adhesion to press tools.
Direct compression can be achieved by:
- Adding excipients to improve material properties.
- Forcing material from the hopper into the matrix.
- Pre-directed crystallization of the active substance.
Key material properties for direct compression include particle size (0.5–1.0 mm), low natural slope angle (<42°), high bulk density (>330 kg/m³), and low porosity (<37%). Substances like lactose or granulated calcium sulfate exhibit excellent flowability and compressibility. Dry adhesives like microcrystalline cellulose (MCC) or polyethylene oxide (PEO) are often added to enhance compressibility, though MCC may reduce disintegration. Modified starches, ultraamylopectin, or cyclodextrin can improve disintegration and mechanical strength.
Granulation
Granulation transforms powders into granules of uniform size to improve flowability by reducing particle surface area and friction. This prevents segregation caused by differences in particle size or density, which can occur due to vibrations in the tablet press or hopper. Strong granules with consistent size improve flowability and maintain dosing accuracy.
Granulation is divided into two types:
- Dry Granulation: Powders are mixed, moistened with adhesive solutions, dried into a lumpy mass, and ground into coarse powder using rollers or disc mills. For water-sensitive drugs, briquetting is used, where powders are pressed into large briquettes (25–50 mm) under high pressure, then crushed and tableted.
- Wet Granulation: This involves:
- Grinding: Powders are ground in ball mills and sifted through vibrating sieves (available in stainless or carbon steel, with one to three decks for separating two to four fractions).
- Moistening: Binders like water, alcohol, sugar syrup, gelatin, or 5% starch are added in experimentally determined amounts. The powder is moistened to form a “cake” that neither sticks to fingers nor crumbles when dropped from 15–20 cm. Moistening occurs in mixers with sigma-shaped blades rotating at different speeds.
- Granulation: The moist mass is rubbed through 3–5 mm sieves (stainless steel, brass, or bronze) using granulators with spring paddles.
- Drying and Processing: Granules are dried at 30–40°C to a residual moisture of ≤2%, then reprocessed to remove lumps and dust. “Powdering” with glidants or lubricants enhances flowability.
Fluidized bed drying is preferred for its high efficiency, reduced energy costs, and automation potential compared to traditional drying cabinets.
Dedusting
Tablets exiting the press are cleaned of dust using vibration or screw dedusters, where tablets pass through a perforated drum, and dust is removed by vacuum.
Tablet Design and Shape
Tablet production is a complex process involving multiple steps, each critical to meeting standards for appearance, strength, weight, disintegration, dissolution, and abrasion resistance. While round tablets dominate the market, manufacturers increasingly use unique shapes or logos to enhance brand recognition and consumer loyalty.
Tablet shapes include round, oval, elliptical, square, or polygonal designs, chosen for functionality (e.g., ease of packaging, logo application, or swallowing) and brand identity. Notches allow tablets to be divided into two or four doses, with special notch designs enabling easy breaking for smaller tablets. The tablet’s profile affects coating application and drug release rates.
Logos or images can be embossed during compression or printed on coatings, requiring precise punch design to avoid issues like chipping or coating defects. High-quality press tools made from durable steels with fine polishing are essential for consistent tablet quality. Regular maintenance, including cleaning, polishing, and monitoring, extends tool life and ensures tablet consistency.
Tablet Press Equipment
Tableting involves compressing granular or powdered material into tablets using tablet presses, also known as rotary tablet machines (RTMs). The process includes dosing, compression, ejection, and discharge, all performed automatically.
Tablet presses are divided into two types:
- Crank (Single Punch) Presses: These single-station machines are simple, with no moving parts, and produce 60–85 tablets per minute. The upper punch compresses the material while the lower punch remains static, resembling a hammering motion.
- Components include:
- Hopper: Holds the powder mixture.
- Die cavity: Determines tablet size and shape.
- Punches: Upper and lower punches for compression and ejection.
- Cam track: Guides punch movement.
- Adjusters: Control powder volume and tablet ejection. The process involves filling the die, compressing the powder, and ejecting the tablet.
- Rotary Tablet Presses: These multi-station machines are designed for high-volume production, with multiple punches operating simultaneously. Both upper and lower punches compress the material (accordion compression), producing 9,000–234,000 tablets per hour.
- Components include:
- Hopper: Holds the material.
- Die cavity: Shapes the tablet.
- Feed paddle: Forces material into the die.
- Cam tracks: Guide punch movement.
- Rollers: Apply initial and final compression.
- Ejection cam and take-off blade: Facilitate tablet removal. Rotary presses are classified by tooling type:
- B Type: Punch barrel diameter of 0.75 inches, with B dies (1.1875 inches) for larger tablets or BB dies (0.945 inches) for tablets up to 9–11 mm. Maximum compression force: 6.5 tons.
- D Type: Larger punch barrel (1 inch) and die (1.5 inches), suitable for tablets up to 25.4 mm. Maximum compression force: 10 tons.
Rotary presses offer high productivity, uniform tablet quality, and minimal waste but require complex setup and higher operating costs, making them suitable for large-scale production.
Equipment Maintenance
Proper handling, inspection, and maintenance of press tools are critical for consistent tablet quality and production efficiency. Poor-quality tools can lead to product loss, reduced productivity, and equipment damage. Key practices include:
- Using high-grade steel tools with minimal tolerances and fine polishing.
- Regular tool evaluations to ensure consistent tablet production.
- Routine maintenance (cleaning, polishing, measuring) and secure storage.
- Assigning trained personnel to manage tools and maintain detailed documentation, including master files and drawings.